L290管线钢涂塑钢管技术解析与应用展望
来源:
发布时间: 2025.05.07


涂塑钢管生产厂家 / 3PE防腐钢管源头厂家 / TPEP防腐钢管源头厂家 / TPEP防腐钢管生产厂家 / TPEP防腐钢管价格 / 防腐涂塑钢管 /
以工匠精神做产品 / 以生产管理做企业
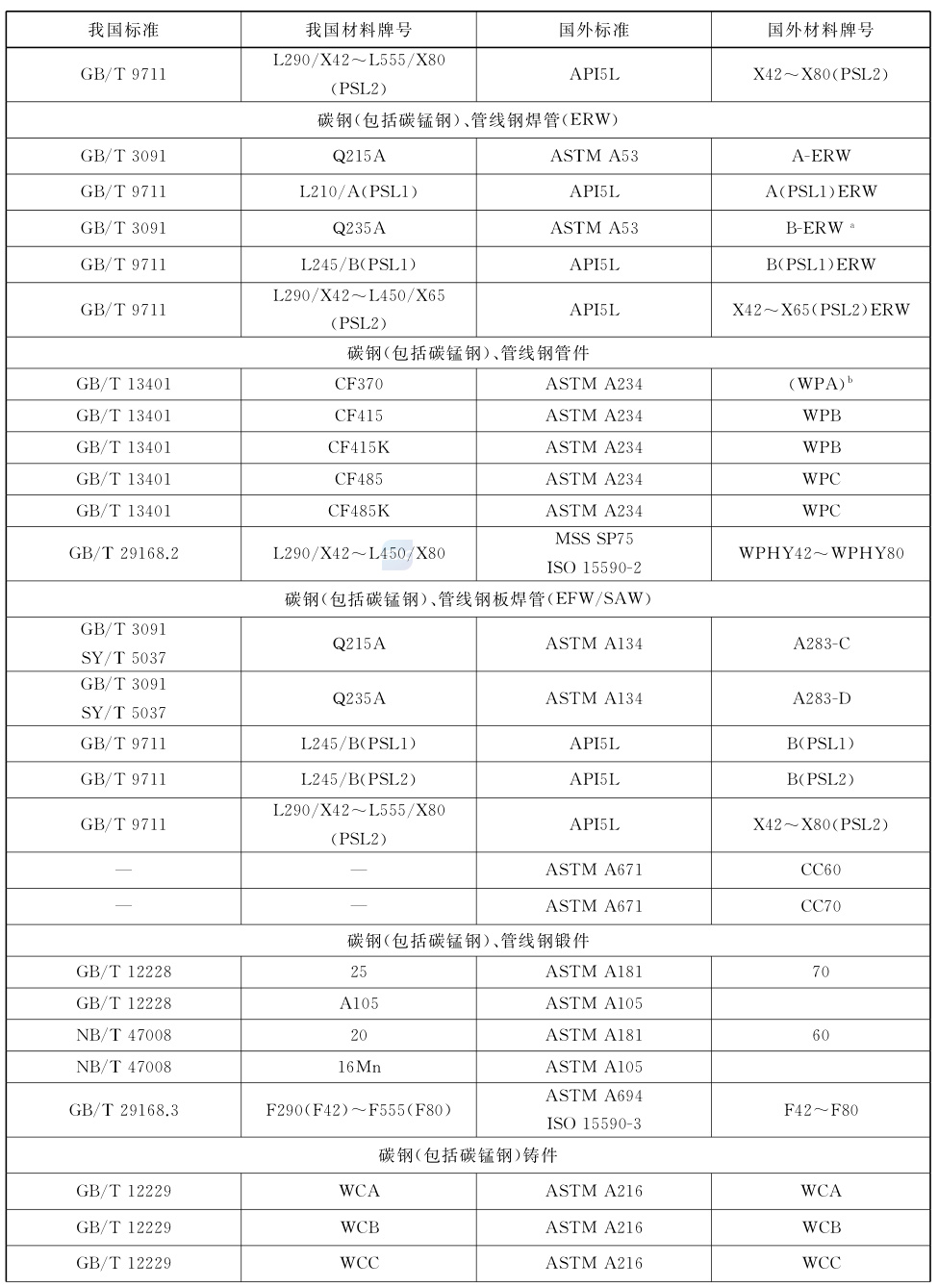
L290管线钢是API 5L标准中的基础钢级(对应X42),其碳含量≤0.28%(无缝管)或≤0.26%(焊管),锰含量≤1.30%,硫磷杂质严格控制在0.03%以内,通过控轧控冷工艺实现290MPa的屈服强度,兼具良好的焊接性和低温韧性。该材质采用高频连续焊(中小口径)或埋弧焊+热扩工艺(大口径),焊缝余高控制在0.5mm内,为后续涂塑提供平整基面。
涂塑工艺采用流动槽浸涂法,通过喷丸除锈(Sa2.5级)、预热至180-220℃、环氧粉末静电喷涂等工序,形成80-300μm的致密涂层。研究显示,环氧树脂涂层的电阻值达10⁹Ω・cm²,孔隙率低于1%,比传统镀锌管防腐效率提升5倍以上。

浙江大学陈宇团队的研究表明,L290基材涂覆富锌环氧底漆+煤沥青面漆后,自腐蚀电位正移200mV,阴极/阳极电流密度降低2个数量级,在3.5%NaCl溶液中保护效率达98.7%。但实验室自研聚氨酯涂层的结合力仅6MPa,低于行业8MPa的标准,需通过纳米二氧化硅改性提升附着力。
相较于单层涂塑,3PE结构(环氧底漆+胶粘剂+聚乙烯)在模拟土壤腐蚀实验中,抗冲击强度达15J/mm,阴极剥离距离≤8mm,特别适用于高氯离子地质环境。
在浙江温岭燃气工程中,DN300的L290涂塑钢管采用ERW直缝焊工艺,壁厚7mm,设计压力4.0MPa,通过有限元分析验证其在三级地段的承压安全性。而贺州输气项目选用螺旋埋弧焊L290管,通过X65级环焊缝匹配技术,使焊接接头冲击功达80J(-20℃),满足GB/T9711 PSL2标准。
特殊场景下的创新应用:

对比Q235B涂塑管,L290的成本溢价约15%,但使用寿命延长8-10年。以DN200管道为例,20年生命周期内维护成本降低42%,特别适用于高压燃气(1.6-4.0MPa)和长输管线(>50km)场景。选型时需注意:
2024年行业数据显示,L290涂塑管在城镇燃气管网中的占比已达37%,预计2025年将突破45%。随着《压力管道规范》GB/T20801的修订实施,该产品在氢能输送领域的应用认证正在加速推进。
 网站首页
网站首页 关于我们
关于我们 新闻资讯
新闻资讯 产品中心
产品中心 工程案例
工程案例 联系我们
联系我们 网站地图
网站地图 xml地图
xml地图
 电话:19103378888
电话:19103378888 邮箱:431727371@qq.com
邮箱:431727371@qq.com 地址:河北省沧州盐山县正港工业园区
地址:河北省沧州盐山县正港工业园区 冀公网安备 13092502002328号
冀公网安备 13092502002328号